| Flux-cored
wire is universally made by an extrusion process
followed by drawing through dies progressively reducing
the wire diameter from say 16mm to the required diameter
which is normally in the range 3mm to 0.2mm. As solder
is opaque and usually contains lead it is not possible
to see and test inside the wire to check for flux
presence. The extrusion process is subject to variations
of pressure and temperature which can lead to occasional
blockages or contractions of the flux core. The shortage
of such a flux void at the extrusion stage results in a
much longer length without flux in the drawn down wire.
Any gap in the flux continuity will result in a 'dry'
faulty joint. Solder cannot join metals without flux.
Multicore Solders Ltd.
has employed its own unique extrusion process for over
40 years to guarantee flux continuity. It has earned an
enviable reputation for this reliability that has never
been challenged.
Firstly we use machines
of our own design to minimise variations of temperature
variations etc. during extrusion.
Secondly we are the only
company in the world, to the best of our knowledge, that
extrudes 5 truly separate cores of flux inside the
solder wire.
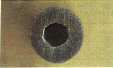
Until 1967 we had patents
covering our principle of extruding more than one core
of flux. Most competitors still make single core. Some
have tried to imitate our technology but we have proved
that the shape of their flux cores (which sometimes
collapse together at the centre as in the photo above)
is due to flux being injected through a single nozzle
having 5 holes in it. Such a crude imitation is no more
technically reliable than a single cored solder.
The probability of all 5
cores being absent from Ersin Multicore 5-Core Solder is
5x4x3x2x1 = 120 times less than competitors' cored
solder, even if the single core solder process was as
closely controlled as Multicore's.
Faster
Soldering
As the
flux cores in Ersin Multicore 5-Core Solder Wire are
closer to the circumference than in single core solders
it is only necessary for the soldering iron to melt a
thin wall of solder before the flux is melted and
liberated, enhancing heat transfer and melting of
further solder.
Purity
of Metals and Accurate Alloying
We could
save considerable sums of money in a year by using lower
purity metals for solder alloys which, when subsequently
assayed, would meet the B.S.I., American, DIN or JIS
standards for the respective alloys. However our
research has shown that many impurities present at
levels permitted by these specifications reduce the
mobility and wetting force of the molten solder thus
reducing soldering speed, increasing the weight of
solder used per joint and reducing the strength of the
adhesion. It should be clear therefore that the cheapest
solder per kg or lb conforming to a particular
specification is not necessarily the most economical in
terms of overall solder usage, productivity or
reliability.
Quality
Control
We could
also save considerable sums of money in a year by
dispensing with our Works Inspectors and Laboratory Q.C.
staff. We have always aimed to supply products of
guaranteed reliability. This cannot be achieved without
process control and Q.C. testing.
All Ersin
Multicore Solders are made with tested discrete batches
of alloys extruded with tested discrete batches of
fluxes. The batch numbers of alloy/flux appear on every
reel and shipping carton. They also appear on a batch
card included in every shipping carton which shows the
personnel number of every person in our factory who
handled the material through the various stages of its
manufacture and packing. We keep retain samples of every
batch of solder and flux for a considerable period and
test records for ever. If you have already used the
solder and thrown away the packaging, our computer can
identify the batch number if you can quote our invoice
number and require further technical information.
How do
you prove the reliability and economy of Ersin Multicore
Solders? The answer is simple. Use it for over 40 years
like many of the world's leading manufacturers have
done.
%
Impurities permitted by major international
specification in tin/lead solders are shown below
compared with typical analysis of Ersin Multicore Solder
60/40 tin/lead solder.
| Element |
Chemical
Symbol
|
U.K.
BS.219
Grade KP
max
|
U.S.A.
ASTM
Grade A
max
|
Germany
DIN
1707
max
|
Japan
JIS
Z-3282
max
|
ERSIN
MULTICORE
Typical
|
Arsenic
Bismuth
Iron
Copper
Silver
Aluminium
Cadmium
Zinc
Antimony
Phosphorus
Sulphur
Oxide
Total of all others
(Gold, Indium, Nickel etc.) |
As
Bi
Fe
Cu
Ag
Al
Cd
Zn
Sb
P
S
O
|
0.03
0.10
0.02
0.08
No Limit
0.001
0.005
0.003
0.200
0.080
|
0.02
0.25
0.02
0.08
No Limit
0.005
No Limit
0.005
0.120
Not Spec
--"--
--"--
No Limit
|
0.02
0.25
0.02
0.08
No Limit
0.005
0.005
0.005
0.120
Not Spec
--"--
--"--
0.080
|
0.03
0.05
0.03
0.05
No Limit
0.005
No Limit
0.005
0.300
No Limit
|
0.0010
0.0100
0.0020
0.0020
0.0020
0.0001
<0.0005
<0.0005
0.0200
<0.0005
<0.0001
<0.0010
<0.0050
|
|
|
Ersin
Non-Corrosive Rosin Fluxes
Exclusive
Products of Multicore Solders Ltd.
As
is well known, the most common fluxing medium for use
when soldering electrical connections is a high grade
wood or gum rosin. Molten rosin wets both metals and
metal oxide with ease, and on cooling leaves a hard
protective, non corrosive flux residue on the joint.
Unfortunately, though it wets metal oxides it is not,
generally, sufficiently acidic to dissolve them. Flow of
solder is thereby impeded. To overcome this difficulty,
the range of Ersin fluxes was introduced; many years of
research has permitted the extension of this range so
that it is now possible to choose a flux to cope with
almost any electrical soldering job, and to meet
practically any public, government or industrial
specification.
Ersin
fluxes contain, dissolved in the rosin, a small
proportion of complex substances
("activators"). The properties of these
substances have been carefully chosen so that, on
raising the flux to the soldering temperature, a small
controlled quantity of a special reagent is liberated.
This dissolves away the metal oxide and so promotes the
flow of molten solder over the clean metal surface. Most
of the reagent is either destroyed by combination with
the metal oxide, or by the soldering heat. Any small
quantity remaining in the flux is rendered innocuous by
a re-combining with the activator, and so the flux
residue is, like pure rosin, non corrosive, non sticky
and impervious to moisture.
The
activator is itself a wetting agent, and so it augments
the wetting effect and reduction of surface tension
produced by the rosin.
Any of
the various heating methods (soldering iron, flame,
oven, induction, etc.) may be used with Ersin Fluxes,
provided the recommended soldering temperature is not
exceeded. Care should be taken that the flux is not
allowed the char. Where the temperature is raised
rapidly (as with a soldering iron in electronic
assembly) full benefit of the rapid heating can only be
gained by using a very fast flux, such as Ersin 362, 366
or 370.
Ersin
Multicore Solder is manufactured in thousands of
combinations of different alloys, fluxes and flux
contents.
Generally
any combination can be manufactured to order, but
certain standard specifications which are in regular
demand are those found by experience to be suitable for
most existing applications and are as follows:
Standard
flux/alloy Ersin Multicore Solders
Ersin R3 and
360 fluxes are supplied in Grade KP (60/40) and Sn60
alloys respectively.
Ersin 381 flux is supplied in Sn60, Sn62 and Sn63
alloys.
Ersin 304 flux is supplied in Grade KP (60/40) alloy.
Ersin 370 flux is supplied in alloys conforming to U.S.
Spec. QQ-S-571E.
Ersin 362 flux is supplied in B.S. 219 tin/lead alloys,
pure tin, Savbit, H.M.P., L.M.P., 96S and TLC alloys.
Ersin 366 flux is supplied in 60/40, Savbit, 40/60,
H.M.P., 20/80, 15/85, and 10/90 alloys.
Ersin 362B2 flux is supplied in Grade KP (60/40) alloy
and Sn62 alloy.
Ersin 399 flux is supplied in 60/40 alloy.
The
following table summarises the important features of the
various standard Ersin fluxes. All are manufactured as
5-core solder with a nominal flux content of 3.0% w/w in
60/40 alloy. Equivalent volume in other alloys. Special
flux can be supplied to order.
|
ERSIN
FLUX
|
TYPE
(Halide is max % w/w as
Chloride)
|
Examples
of Uses
|
British,
American and
German Specifications
|
R3
and
360* |
Pure
Rosin, non-activated
|
Limited
spread on parts of good solderability. |
B.S.
441, Class 6 Grade 3 and D.T.D. 599A
QQ-S-571E Type R*
DIN 8511 Type F-SW 31 |
| 381* |
Free
from Chlorides and Bromides. Acidity as low as
pure rosin. Mildly activated.
(Good spread on oxidised copper)
|
Popular
new flux for electronics requiring Type RMA
flux with very high surface resistivity in all
climates. Parts must have reasonable
solderability. |
D.T.D.
599A
QQ-S-571E Type RMA* |
| 304 |
Halide-free
activated flux. Not as active as 370 or 362. |
DIN
preferred activated flux for electronics. |
DIN
8511 Type F-SW 32 |
| 370* |
Halide
0.4% max. Non-corrosive activated flux to type
RA Specification. |
Most
popular flux for TV and electronics in solders
for U.S.A. market |
D.T.D.
599A
QQ-S-571E Type RA*
DIN 8511 Type F-SW 26 |
| 362 |
Halide
0.5% max. Non-corrosive activated flux. |
The
most popular flux for TV, electronics and
consumer products used throughout the world. |
D.T.D.
599A & B.S. 441 Class 5a Grade 3
QQ-S-571E Type RA
DIN 8511 Type F-SW 26
|
| 362B2 |
Halide
0.5% max. Non-corrosive activated flux. Latest
type. |
Special
non-spitting flux for critical electronics
electronics applications. Less charring on
tips, clear easy to clean residues. |
D.T.D.
599A & B.S. 441 Class 5a Grade 3
QQ-S-571E Type RA
DIN 8511 Type F-SW 26 |
| 366 |
Halide
1.0% max. Passes D.T.D. 599A Corrosion Test.
Extra active flux. |
Soldering
more difficult surfaces. For use with higher
temperature alloys. For very fast mass
production. |
DIN
8511 Type F-SW 26 |
| 399 |
Halide
0.5% max. Non-corrosive activated flux. |
For
soldering alloys containing nickel &
chrome such as thermocouplewires. |
D.T.D.
599A
QQ-S-571E Type RA
DIN 8511 Type F-SW 26 |
Tinning/Cleaning
of soldering iron tips.
If
soldering iron tips become oxidised as a result of being
left switched on for long periods of time without use,
they can easily be retinned using Multicore Tip Tinner/Cleaner
TTC1. Please ask for details. |